实点科技远程I/O模块XB6S在汽车超声波塑料焊接机中的应用
超声波塑料焊接机是汽车配件生产中的关键设备,广泛应用于各类塑料部件的接合与包覆工艺。随着汽车轻量化与内饰品质要求的提升,设备需实现高精度控制、协同动作、实时状态监测与安全联锁,对远程I/O信号传输稳定性有着较高要求。
本期案例使用的实点科技产品
【用于汽车底部挡板焊接工艺】
XB6S-3200、XB6S-0032B、XB6S-A40V

【用于汽车扶手包覆工艺】
XB6S-3200、XB6S-0032B、XB6S-A08I
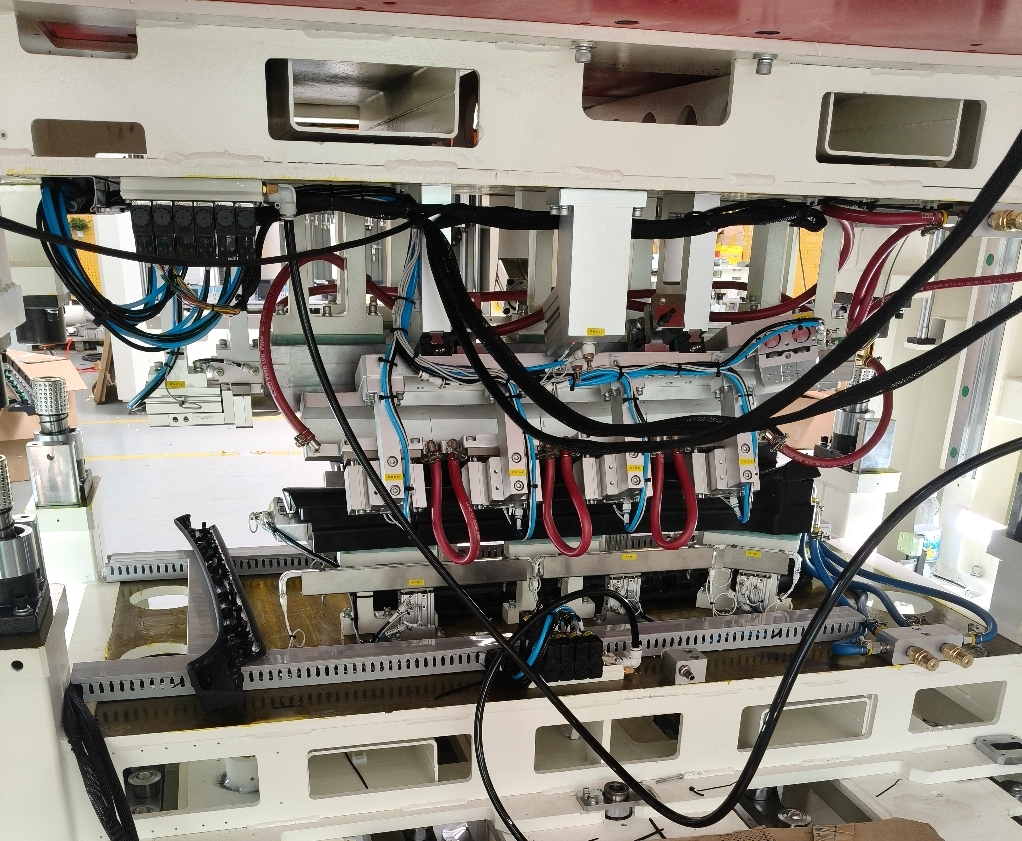
一、生产工艺介绍
该设备同时用于汽车底部挡板焊接与扶手包覆两种工艺,详情如下:
【底部挡板焊接工艺】
预处理→定位夹紧→超声波发射→模熔化融合→加压固化
【预处理】
对待焊接塑料件进行表面清洁与对位,确保焊接面平整无杂质。
【定位夹紧】
通过气缸驱动夹具将工件精准固定,避免焊接过程中发生偏移。
【超声波发射】
启动超声波发生器,将高频振动传递至焊接面,产生局部热量。
【模熔化融合】
在压力与超声波共同作用下,材料表面熔化并相互渗透,实现材料结合。
【加压固化】
保持一定压力直至焊缝冷却定型,确保结构强度。
【扶手包覆工艺】
裁切→喷胶→预热→定位→模压包覆→修边
【裁切】
根据尺寸要求精准切割表皮材料,为包覆做准备。
【喷胶】
通过比例阀控制胶量,在基材表面均匀喷涂粘合剂。
【预热】
对材料进行适度加热,提高柔韧性并促进胶层活化。
【定位】
将表皮与骨架精确定位,避免包覆后出现皱褶或错位。
【模压包覆】
通过模具加压使表皮紧密贴合骨架轮廓,确保外观平整无气泡。
【修边】
切除多余材料,完成包覆终饰。
二、I/O模块应用方式
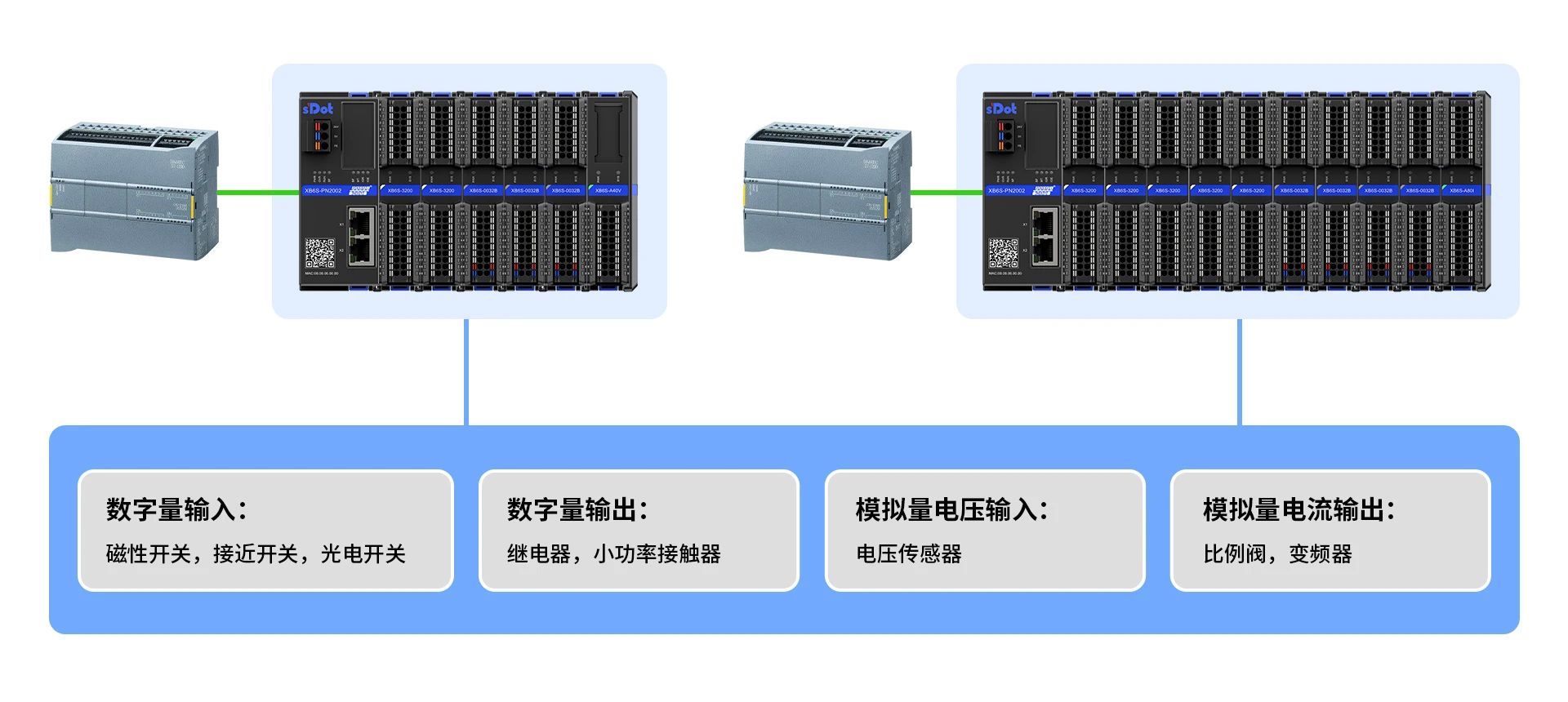
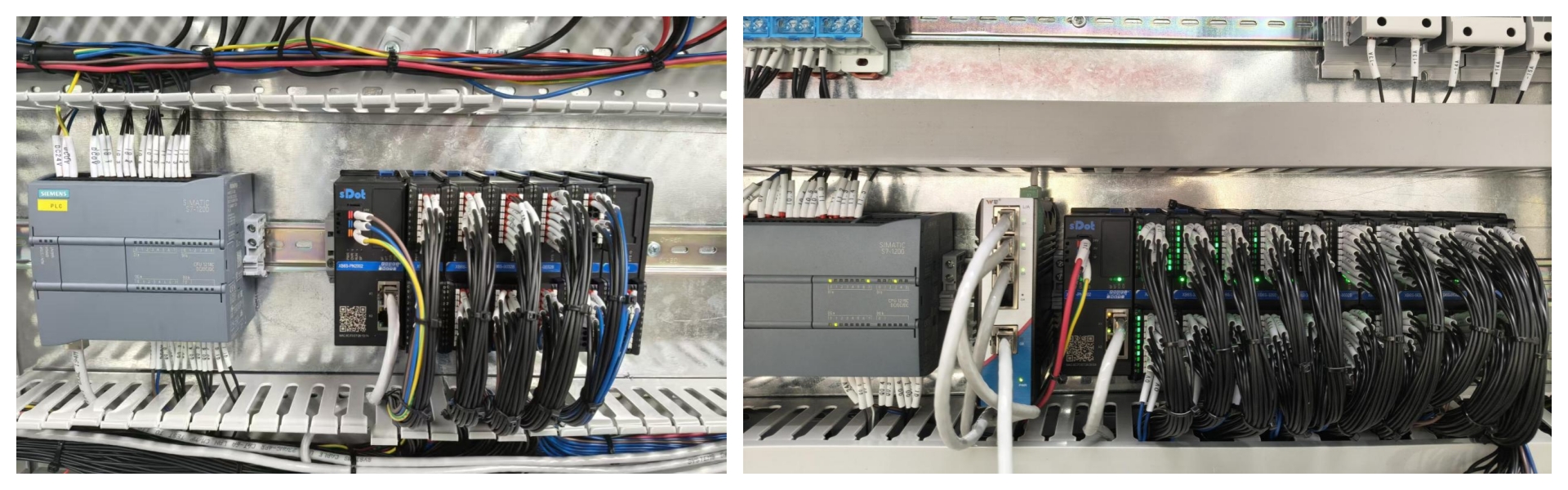
设备采用PROFINET总线协议,以西门子S7-1200系列PLC作为主站,通过实点科技远程I/O XB6S PROFINET协议耦合器XB6S-PN2002连接各I/O模块,构建高可靠通讯网络。PLC负责工艺逻辑处理与运动控制指令调度,远程I/O模块负责现场信号采集与输出执行。
数字量输入模块XB6S-3200实时采集各工位磁性开关、接近开关和光电开关的检测信号及安全联锁状态;数字量输出模块XB6S-0032B凭借每通道0.5A的带载能力,可直接驱动继电器和小功率接触器;模拟量电流输出模块XB6S-A08I凭借高精度与高分辨率,对比例阀和变频器实现精准调节;模拟量电压输入模块XB6S-A40V采集电压传感器信号,用于控制焊接深度。
三、方案优化成效
客户采用XB6S系列产品后,远程I/O系统在抗干扰性、便捷性与扩展性方面显著提升。XB6S整体EMC性能优异,超强抗扰,保障信号传输稳定;拥有诊断、告警及异常日志记录功能,设备维护更便捷;模拟量模块精度高,有效提升对变频器、比例阀等设备的控制准确性;数字量输出模块单通道0.5A,32通道16A的带载能力可直接驱动继电器和小功率接触器。
四、高可靠远程I/O模块XB6S系列
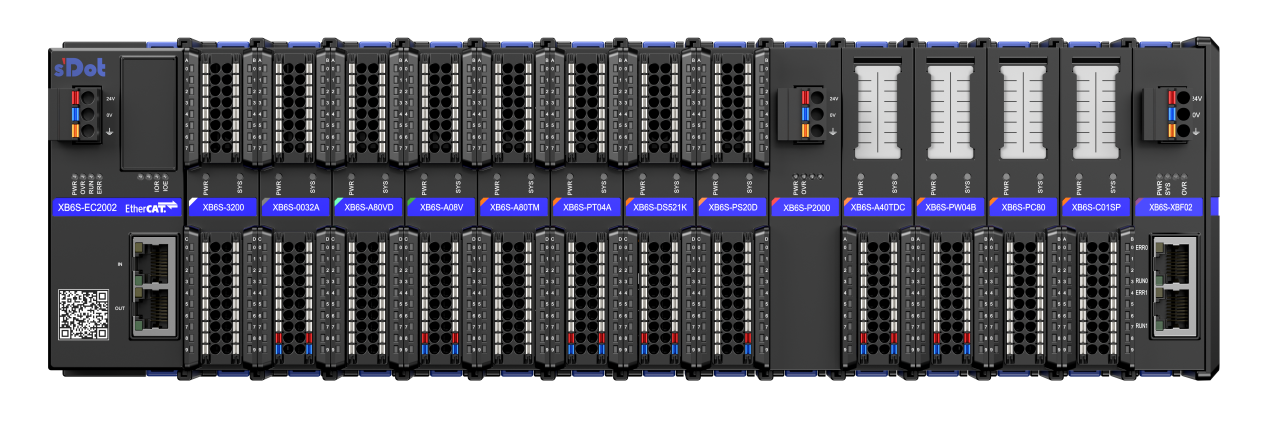
实点科技远程I/O模块XB6S系列产品适配多种总线协议,拥有运动控制、温度采集等功能模块;产品经过严格的EMC测试,超强抗扰,拒绝掉线;支持诊断、告警、异常日志记录,智能反馈,使用便捷。









