实点科技远程I/O模块XB6S在汽车内腰线在线冲切设备中的应用
汽车
汽车内腰线在线冲切设备将连续卷材按车型规格裁切为定长,卷材经送料机构送至进料口,由拉直单元消除形变后,通过计量轮实时反馈位移信号;达到设定值时,冲切机构进行裁断。
本期案例使用的实点科技产品:XB6S-EC2002、XB6S-1616B

一、生产工艺介绍
生产流程:卷材上料→拉直→长度计量→冲切→下料
【卷材上料】
送料机构持续输送原材料至进料工位。
【拉直】
进料口辊压单元消除卷材弯曲,确保平直度。
【长度计量】
计量轮实时采集位移信号。
【冲切】
长度达标后,冲切机构完成裁断。
【下料】
成品经输送带移出,系统自动记录数据。
二、I/O模块应用方式
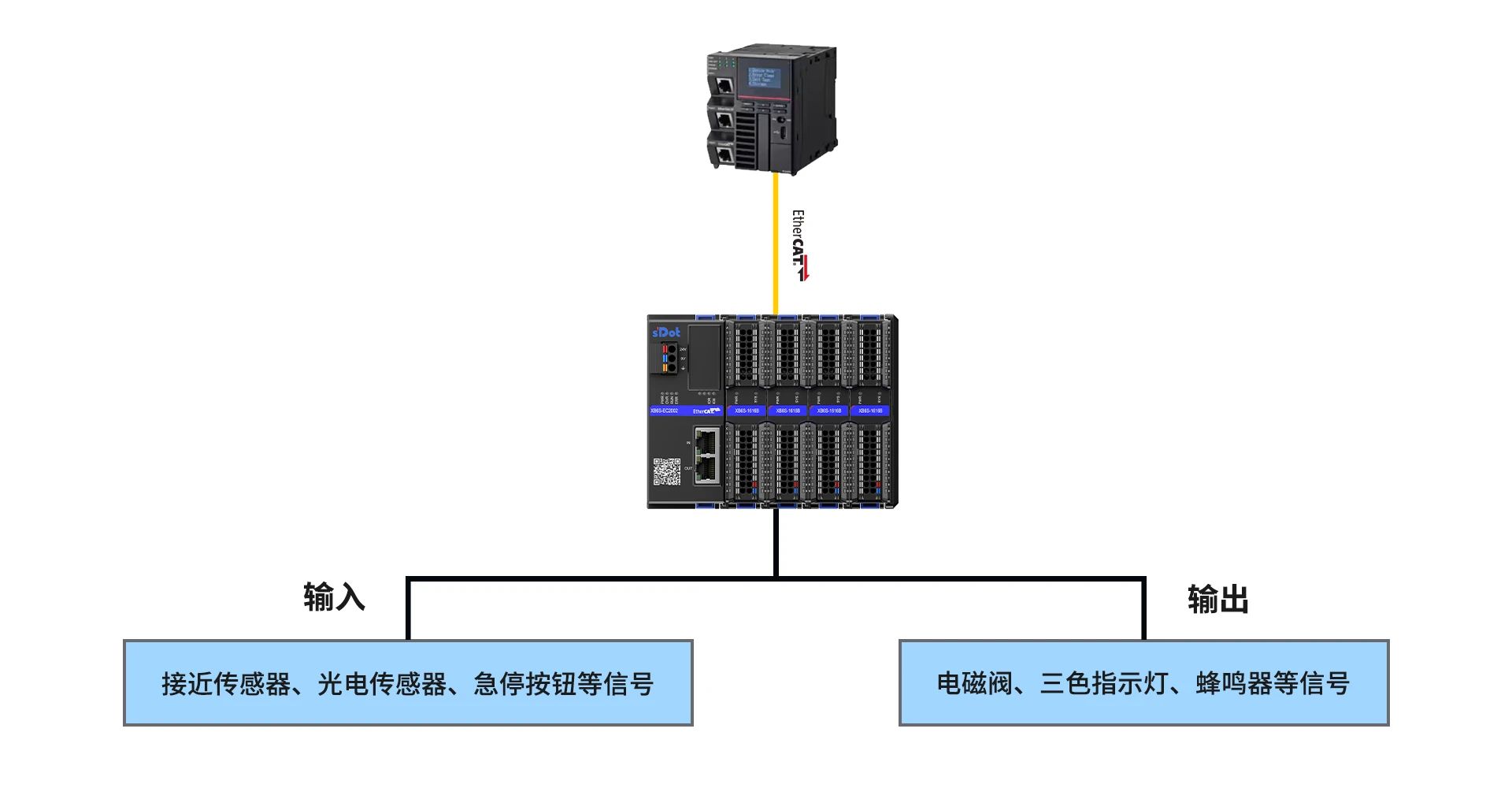
系统采用EtherCAT总线协议,以基恩士KV-X520 PLC为控制核心,通过耦合器XB6S-EC2002连接16通道数字量输入/16通道数字量输出模块XB6S-1616B。
XB6S-1616B输入通道采集接近传感器、光电传感器及急停按钮等信号;输出通道输出电磁阀控制、三色指示灯运行状态,蜂鸣器等信号。

三、方案优化成效
客户原I/O系统依赖PLC扩展模块,成本高且通道配置灵活性不足。采用实点科技远程I/O模块XB6S系列产品后,在保证通讯速率和可靠的同时降低了硬件成本。
四、高可靠远程I/O模块XB6S系列
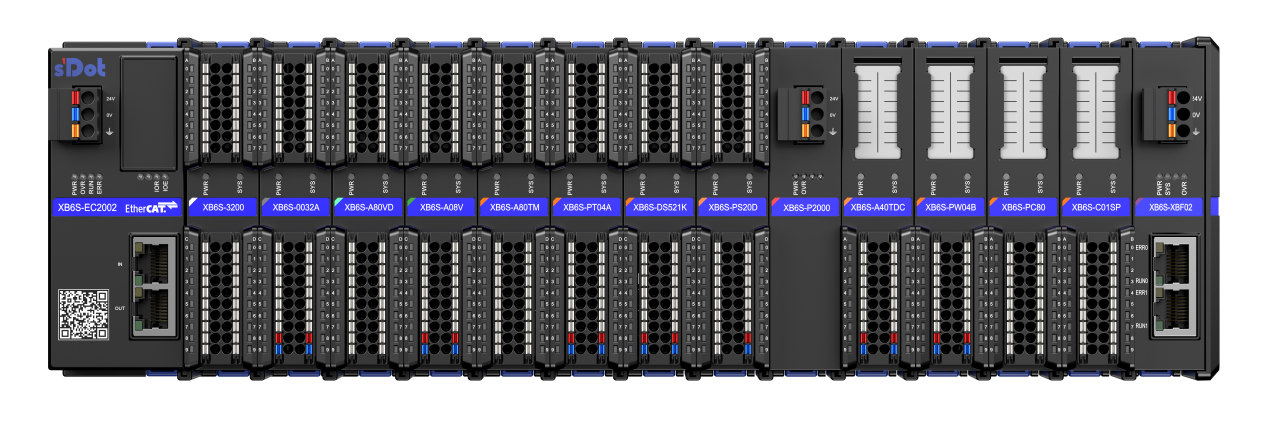
实点科技远程I/O模块XB6S系列产品适配多种总线协议,拥有运动控制、温度采集等功能模块;产品经过严格的EMC测试,超强抗扰,拒绝掉线;支持诊断、告警、异常日志记录,智能反馈,使用便捷。






