实点科技一体式远程I/O模块在锂电全自动干燥线中的应用
锂电全自动干燥线是动力电池生产的核心环节,通过真空烘烤工艺控制电池水分含量,确保电芯性能与安全。该产线集成了扫码识别、机械臂上下料、移载、真空烘烤及质量检测等多道自动化工序,实现了电芯从进料到烘烤完成的连续、高效处理。

一、生产工艺介绍
锂电全自动干燥线工作流程:电池扫码→电池上夹具→夹具移载→真空烘烤→电池下夹具
【电池扫码】
电池进入干燥线前,扫码设备自动读取电芯编码,为工艺参数匹配及质量追溯提供数据支持。
【电池上夹具】
机械臂抓取电池并固定于专用夹具,夹具内置定位传感器,确保电芯与烘烤腔室精准对位,避免姿态偏移导致烘烤不均。
【夹具移载】
夹具移送至真空烘烤腔室,移载过程需实时监测位置信号与限位反馈,确保传输路径无碰撞、无偏差。
【真空烘烤】
腔室抽真空后启动高温烘烤,系统同步采集温度、压力、时间等参数,动态调节加热功率与真空阀开度,确保水分脱除效率与工艺一致性。
【电池下夹具】
烘烤完成后,机械臂将电池卸下并检测合格性,夹具返回初始工位循环使用。
二、I/O模块应用方式
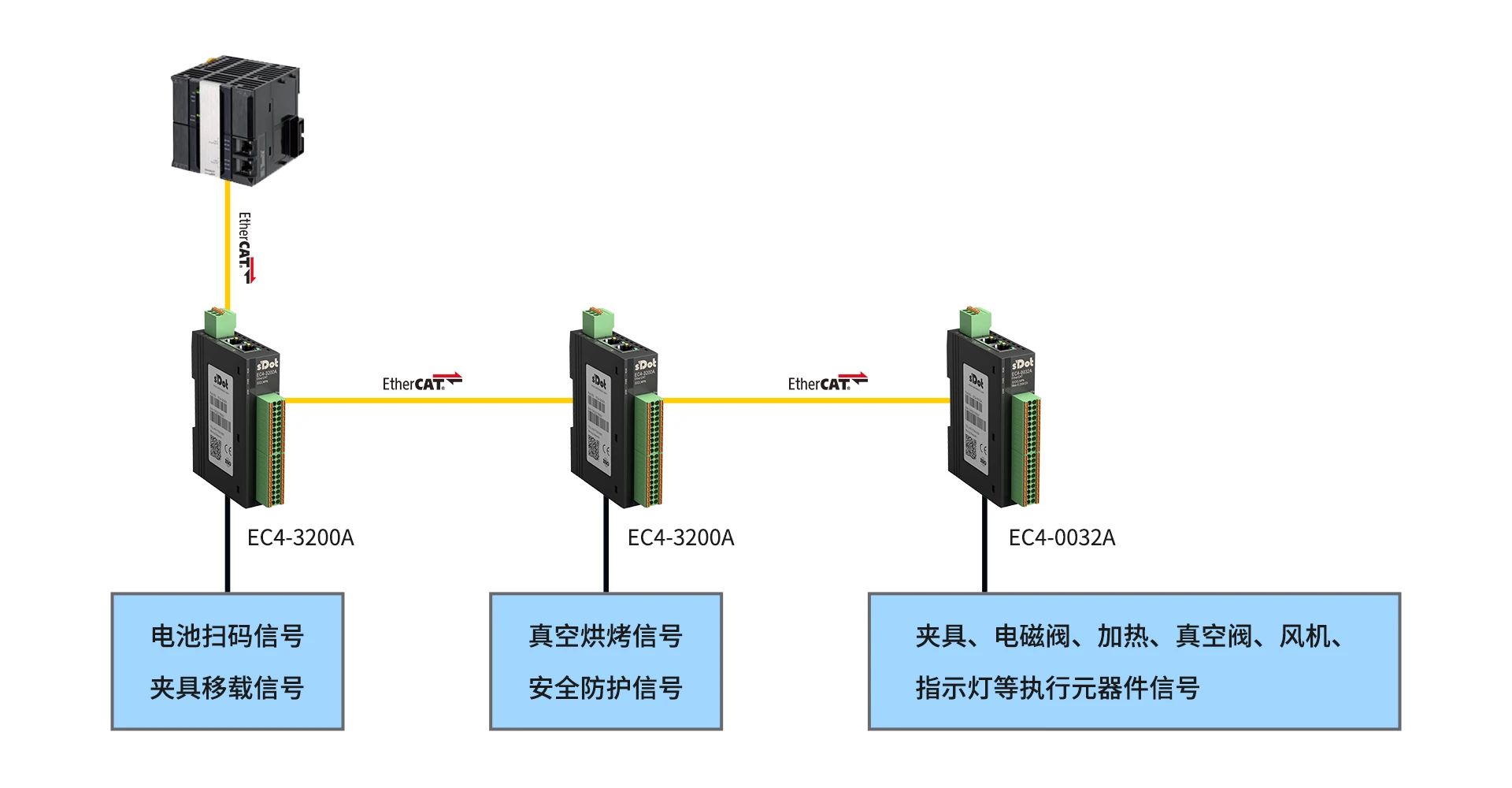
该锂电全自动干燥线采用EtherCAT总线协议,使用欧姆龙NJ系列PLC,接入实点科技一体式远程I/O数字量输入模块EC4-3200A和数字量输出模块EC4-0032A,单个模块可覆盖多工位需求,具体应用如下:
EC4-3200A(32点数字量输入)
电池扫码:采集触发信号、扫码完成反馈;
夹具移载:采集夹具到位与移载机构限位信号;
真空烘烤:采集真空泵运行启停、腔室门禁开关、温度超限报警等信号;
安全防护:集成急停按钮、安全光栅等安全信号。
EC4-0032A(32点数字量输出)
执行控制:传输夹具夹紧、电磁阀释放、加热元件通断、真空阀开闭、风机启停、指示灯状态切换等信号。
三、参考拓扑
【PLC】欧姆龙NJ系列
【行业领域】锂电全自动干燥线
四、方案优化成效
实点科技一体式远程I/O模块EC4-3200A与EC4-0032A模块,凭借体积小、结构紧凑、通讯速率高等优势,满足了客户点位分散的I/O系统需求;同时,该模块的使用可简化布线,降低运维成本,为规模化生产提供高可靠保障。






