实点科技I/O模块系列产品在制鞋喷处理剂、喷胶自动化产线上的应用
胶粘鞋工艺是制鞋工艺中最重要的一个环节,也称冷粘工艺,是利用粘合剂将鞋帮、内底、外底连接在一起的工艺方法。
由于鞋帮和鞋底粘合面材料不同,所使用的粘合剂类型和性质也不同。胶粘工艺具有工艺简单、生产周期短、生产效率高、制造成本低、易于扩大再生产等优点,所以在制鞋工业中是应用最多的装配工艺,占制鞋产品总量的80%以上。
制鞋相关设备介绍
【1】运动控制卡:欧姆龙CK3E
【2】伺服:汇川
【3】鞋底喷处理剂、喷胶设备
【4】鞋面涂处理剂、涂胶设备

【5】自动化产线

制鞋喷处理剂、喷胶工艺描述
【1】鞋面打粗工作站:在装料区将原材料装入指定位置,通过传送带将鞋面打磨干净、吸尘后由机械手抓取到鞋面喷处理剂工作站。
【2】鞋面喷处理剂工作站:鞋面喷处理剂,通过传送带将喷涂好处理剂的鞋面运送至烘烤箱做烘烤处理,后由机械手抓取到鞋面喷胶工作站。
【3】鞋底喷处理剂工作站:在传送带上通过3D视觉处理,计算喷涂路径后,进行鞋底处理剂喷涂,后由机械手抓取到鞋底喷胶工作站。
【4】鞋面喷胶工作站:鞋面喷胶,后由机械手抓取到压合热处理工作站。
【5】鞋底喷胶工作站:鞋底喷胶,后由机械手抓取到压合热处理工作站。
【6】压合热处理工作站:3D视觉筛选喷胶不规则鞋底与鞋面,后做热压合处理。
实点科技远程I/O在制鞋设备中的应用
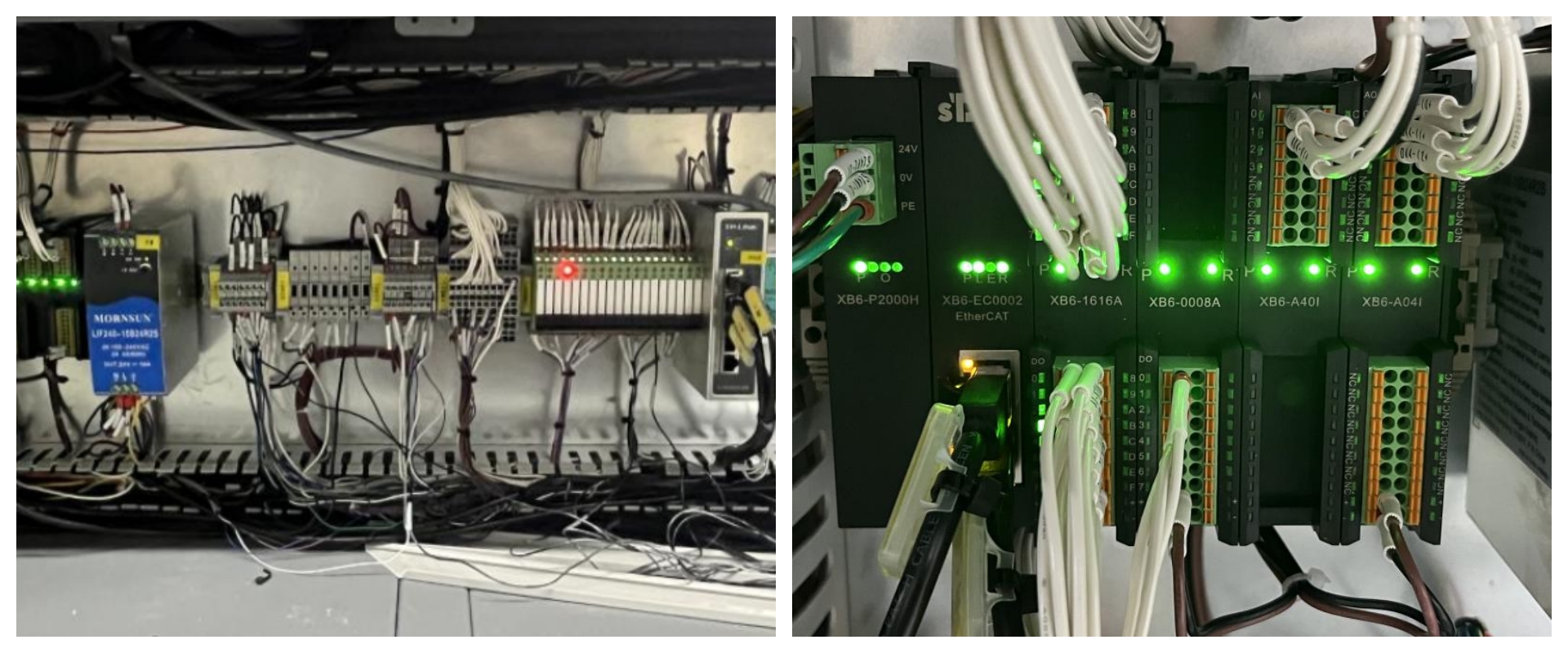
鞋底、鞋面喷处理剂、喷胶工作站采用欧姆龙CK3E运动控制卡、汇川630伺服、实点科技XB6系列插片式I/O模块来进行控制及通讯。
设备运转过程中所有的传感器检测信号由XB6-1616A模块进行采集,气缸等执行器信号由XB6-0008A模块控制,模拟量信号由XB6-A40I进行采集,伺服电机控制传送带运转送料。
鞋包涂处理剂、涂胶设备使用了1组XB6-EC系列模块。
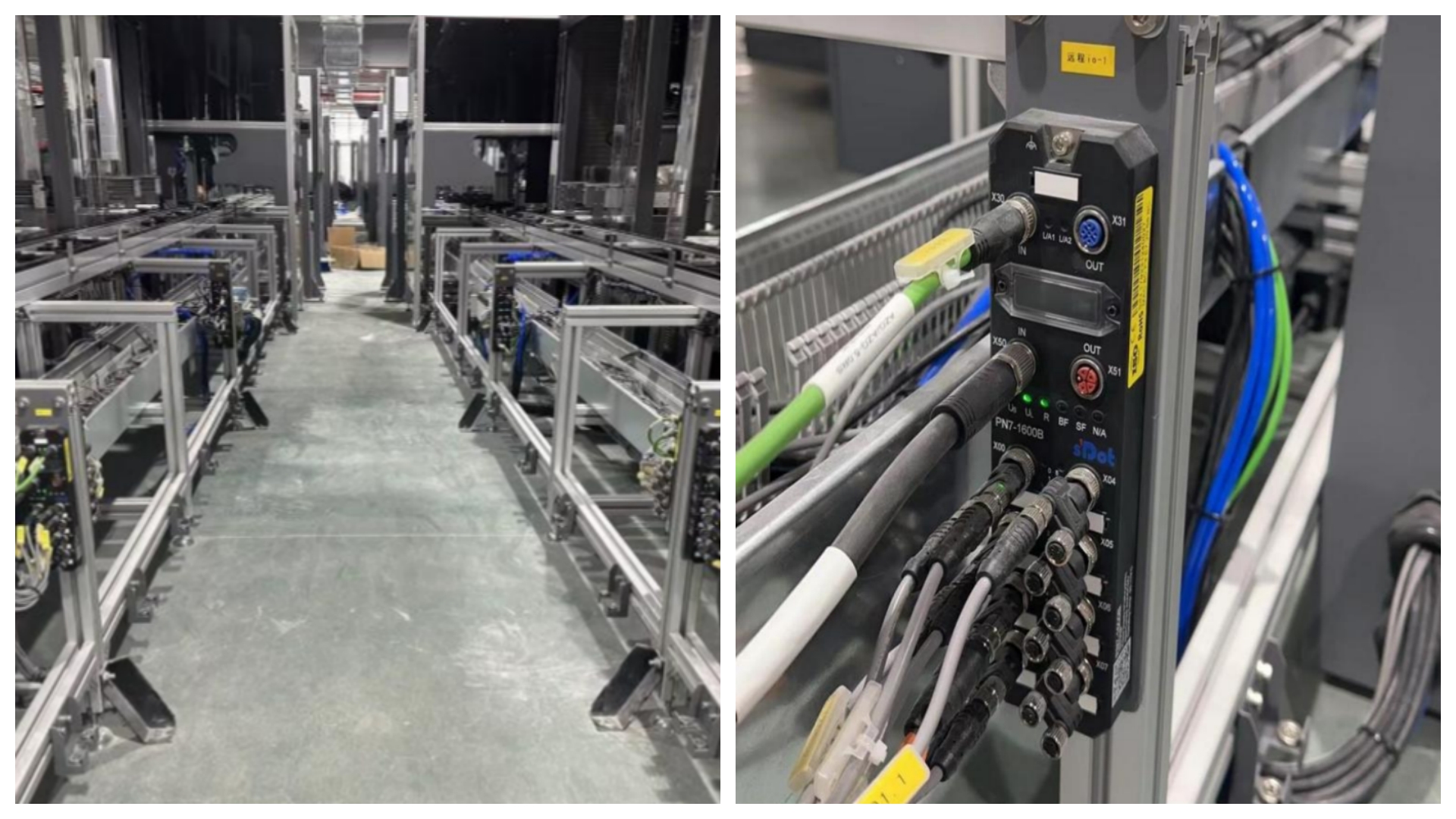
实点科技远程I/O在制鞋标准产线的配置
产线由大量工作站单机通过传送带、机械手相连接,有大量的气缸、光电开关、接近开关等信号,特点是信号数量多、安装位置分散、IP防护等级要求高等需求。
产线主控用西门子1500PLC控制,采用实点科技IP67总线I/O系列产品—— PN7系列一体式I/O模块来处理解决。
B传感器检测信号由PN7-1600B模块进行采集,气缸等执行器信号由PN7-0808B模块控制。
副电箱采用PN4-1616B实现产线与工作站之间的数据交互。
相关产品

PN4-1616B
PROFINET 一体式I/O,16 入16 出,PNP,0.5A

XB6-0008A
8 通道数字量输出,NPN,0.5A,欧式端子

XB6-A40I
4 通道模拟量电流输入,0~20mA / 4~20mA,±0.1% 精度

XB6-EC2002ST
EtherCAT耦合器套件:含EtherCAT耦合器(XB6-EC0002)、2A电源(XB6-P2000H)、终端盖板( XB6-CVR00)

PN7-0808B
PROFINET 一体式I/O,8 通道数字量输入,8 通道数字量输出,PNP,0.5A(塑料壳体)

PN7-1600B
PROFINET 一体式I/O,16 通道数字量输入,PNP(塑料壳体)




