Application of Solidot C3 Valve Island on Automotive Rivet Assembly and Inspection Line
On an automotive rivet assembly and inspection line with multiple robots working together, common control challenges include scattered workstations, complex wiring, and high pneumatic response requirements. This article shares a practical application of the Solidot C3 Valve Island on such a line – by deploying I/O modules and valve islands close to workstations, wiring is simplified and pneumatic response speed is improved.
Solidot Products Used in This Case
(Discrete PROFINET Coupler)
(Digital 16-channel input NPN/PNP compatible, 16-channel output PNP)
(Digital 32-channel output PNP)
C3 Valve Island equipped with Solidot's own solenoid valves
I. Equipment and Process
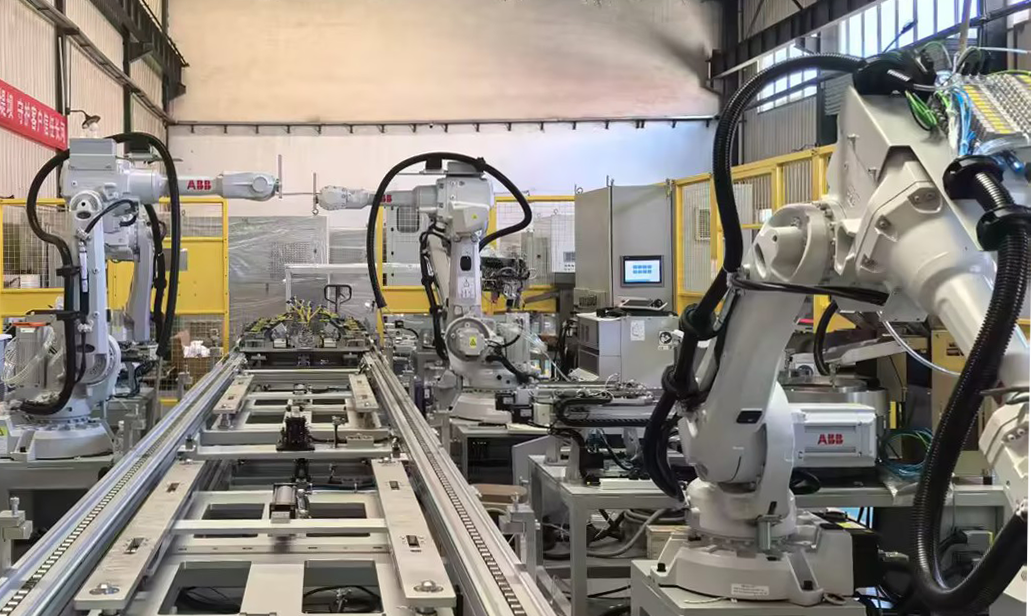
The automotive rivet assembly and inspection line is a critical link in automotive parts manufacturing that integrates assembly and quality inspection. The entire line consists of an automatic loading unit, multi-station turntable, conveying system, pneumatic/servo riveting unit, online inspection unit, and automatic sorting mechanism, completing the entire process from workpiece positioning to quality judgment.
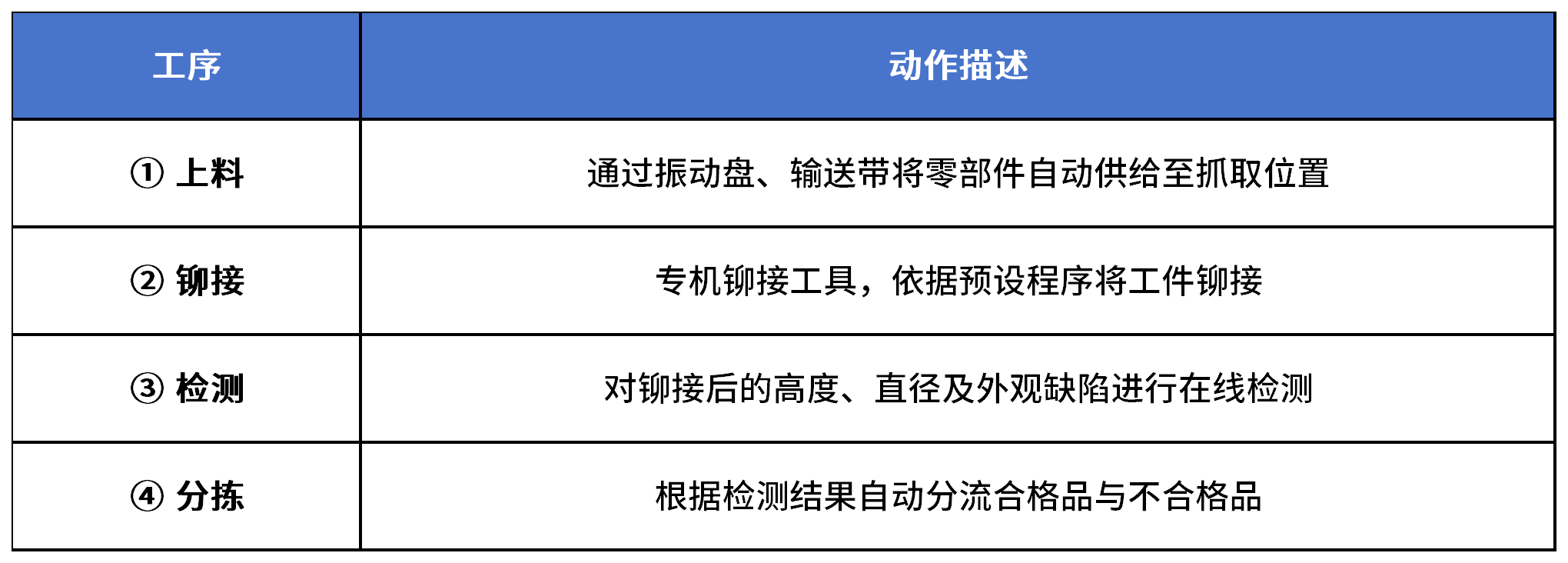
The overall process covers the following four steps: (process steps listed)
II. I/O Communication Pain Points
This automotive rivet assembly and inspection line involves multiple devices cooperating in riveting, assembly, and inspection, with a linear layout. Three main pain points exist in automation control:
Pain Point 1: Scattered workstations and complex signal wiring
Industrial robots, sensors, and actuators are distributed along the line. Traditional I/O modules require wiring from the main cabinet to the endpoints, resulting in long and messy cables, difficult installation and maintenance. Long-distance wiring also weakens pneumatic response, and hardwiring restricts future line expansion.
Pain Point 2: High response requirements for pneumatic actuators
The valve island must switch directions quickly to ensure synchrony and consistency of equipment actions. Signal delays or jitter can cause workpiece position偏移 or riveting quality defects, affecting yield.
Pain Point 3: Harsh site environment with high protection requirements
The valve island must be installed near the workstation in limited space, requiring a high protection rating. Additionally, equipment vibration affects the long-term stable communication of the valve island.
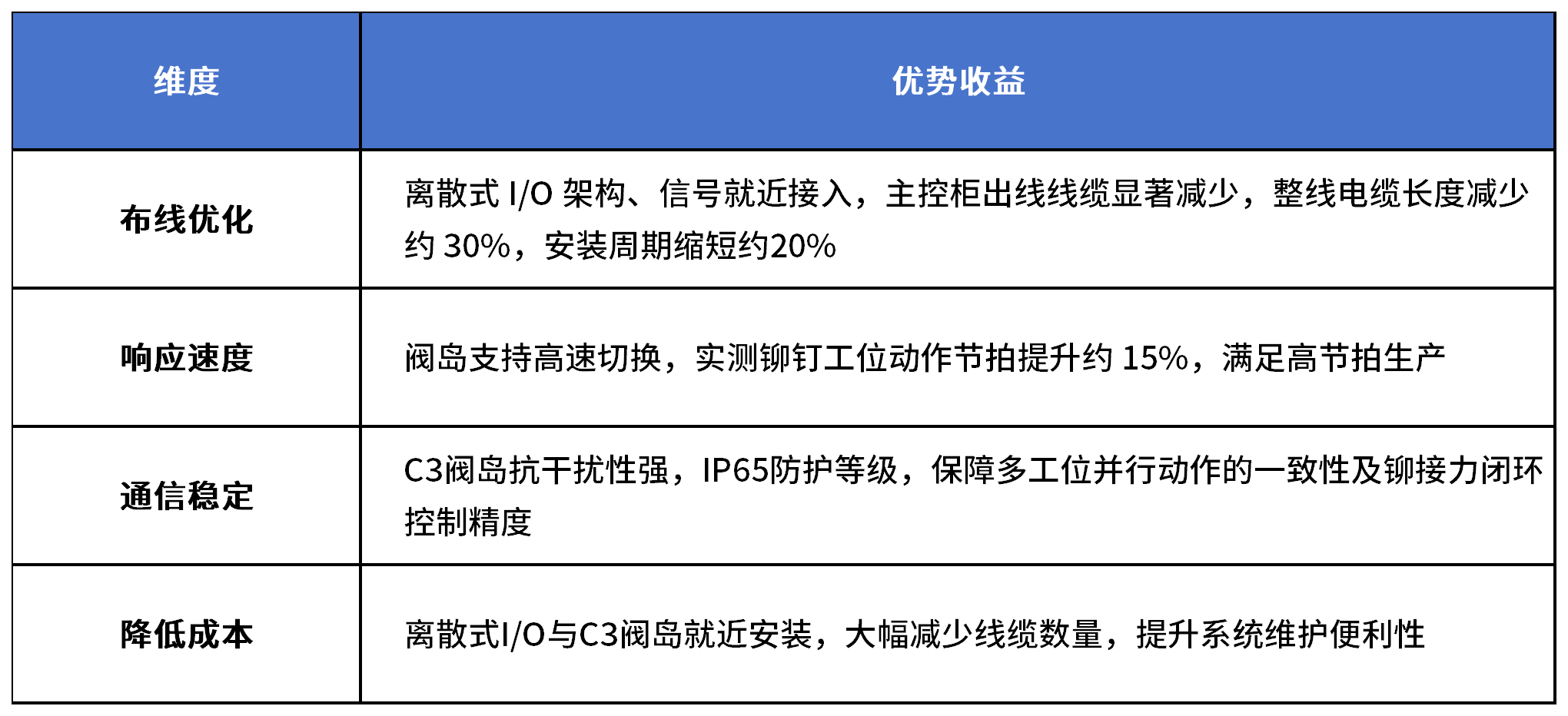
III. Solidot C3 Valve Island Solution
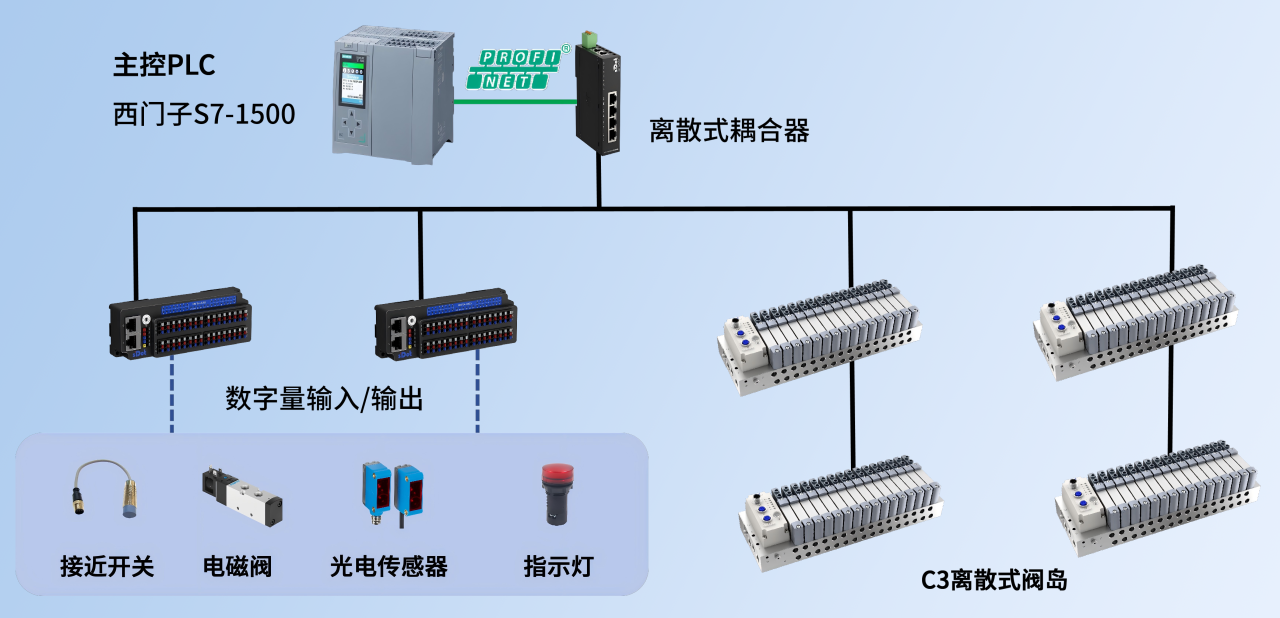
This solution adopts the Solidot C3 Discrete Valve Island together with discrete I/O modules, connected to a Siemens S7-1500 PLC via PROFINET:
Control Layer: The Siemens S7-1500 PLC serves as the core controller, responsible for line logic scheduling, data processing, and signal interaction with robot controllers.
Information Layer: Solidot discrete I/O modules and C3 Valve Islands are deployed in a distributed manner at each workstation, effectively reducing signal cable length and simplifying the overall wiring structure.
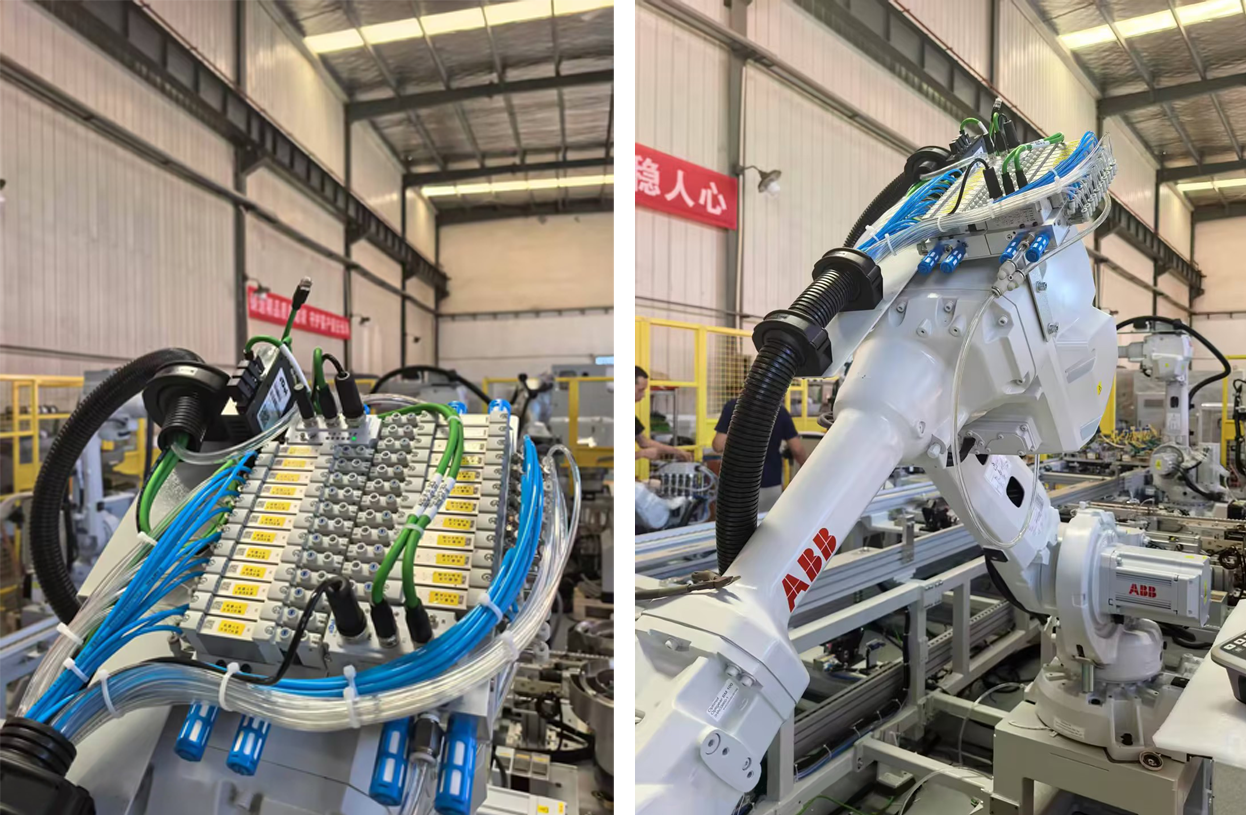
Execution Layer: The C3 discrete valve island is deployed at the pneumatic source of the workstation. It receives control commands through discrete I/O modules and directly drives pneumatic grippers, riveting cylinders, blow-off cleaning, and other actuators, achieving centralized control of pneumatic units near the site.
IV. Solidot C3 Valve Island
The Solidot C3 Valve Island supports up to 24-bit double-solenoid configurations with IP65 protection. Solidot's own solenoid valves have a life expectancy of >50 million cycles, low power consumption, and support online firmware upgrades. It is widely used in demanding applications such as automotive manufacturing, 3C electronics, and lithium battery production.
Recommended Products

XBF4-PN04
PROFINET filedbus coupler module

XBF5A-1616B
16-channel digital NPN/PNP compatible input and 16-channel digital PNP output module with fixed European-style terminals, 3ms default input filtering, and RJ45 communication interface

XBF5A-0032B
32-channel digital PNP output module with fixed European-style terminals and RJ45 communication interface