Application of SOLIDOT I/O module series products in automated production line of shoe spraying treatment agent and spraying glue
The gluing process is the most important step in the shoemaking process, also known as the cold gluing process, which is a process that uses adhesives to connect the upper, insole and outsole together.
Due to the different materials of the upper and sole bonding surfaces, the types and properties of the adhesives used are also different. The gluing process has the advantages of simple process, short production cycle, high production efficiency, low manufacturing cost, and easy expansion and reproduction. Therefore, it is the most widely used assembly process in the shoemaking industry, accounting for more than 80% of the total shoemaking products.
Introduction of shoemaking related equipment
【1】Motion control card: OMRON CK3E
【2】Servo: INOVANCE
【3】Shoe sole spray treatment agent, glue spraying equipment
【4】Shoe upper coating treatment agent and glue coating equipment

【5】Automated production line

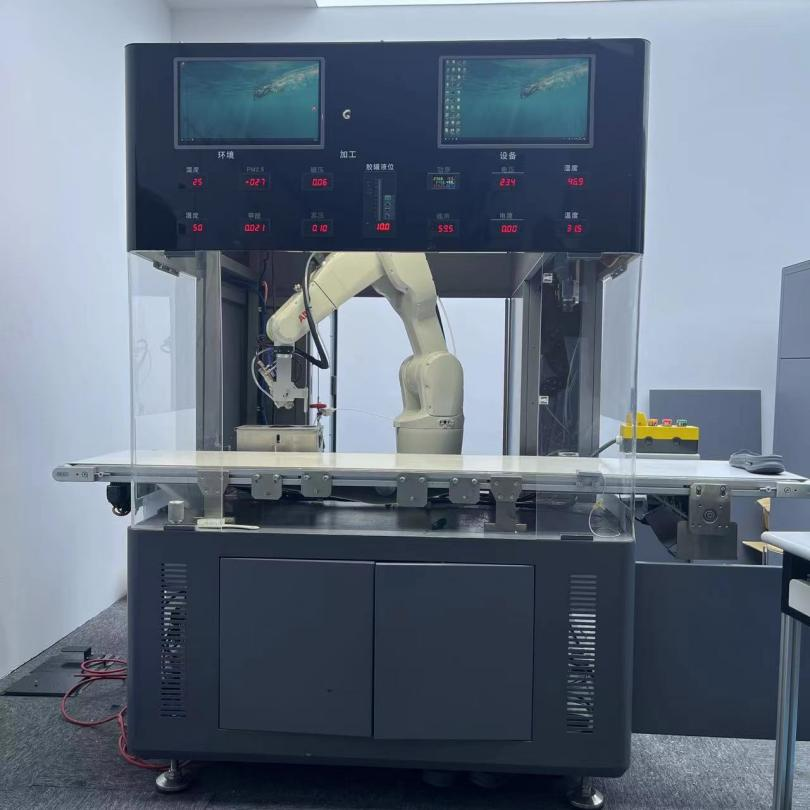
Description of shoe spray treatment agent and glue spraying process
【1】Upper roughening workstation: The raw materials are loaded into the designated position in the loading area, and the uppers are polished and cleaned by the conveyor belt. After vacuuming, the robot grabs them and takes them to the upper spray treatment agent workstation.
【2】 Shoe upper spray treatment agent workstation: The shoe upper is sprayed with treatment agent. The shoe upper sprayed with treatment agent is transported to the baking oven for baking treatment via a conveyor belt, and then grabbed by a robot and taken to the shoe upper glue spraying workstation.
【3】 Sole spray treatment agent workstation: After 3D vision processing and calculation of the spraying path on the conveyor belt, the sole treatment agent is sprayed and then grabbed by a robot and taken to the sole spray glue workstation.
【4】Upper glue spraying workstation: The upper is sprayed with glue and then grabbed by a robot to the pressing and heat treatment workstation.
【5】Sole spraying workstation: The soles are sprayed with glue and then grabbed by a robot to the pressing and heat treatment workstation.
【6】Pressing and heat treatment workstation: 3D visual screening of irregular soles and uppers sprayed with glue, followed by heat pressing treatment.
Application of SOLIDOT Remote I/O in Shoemaking Equipment
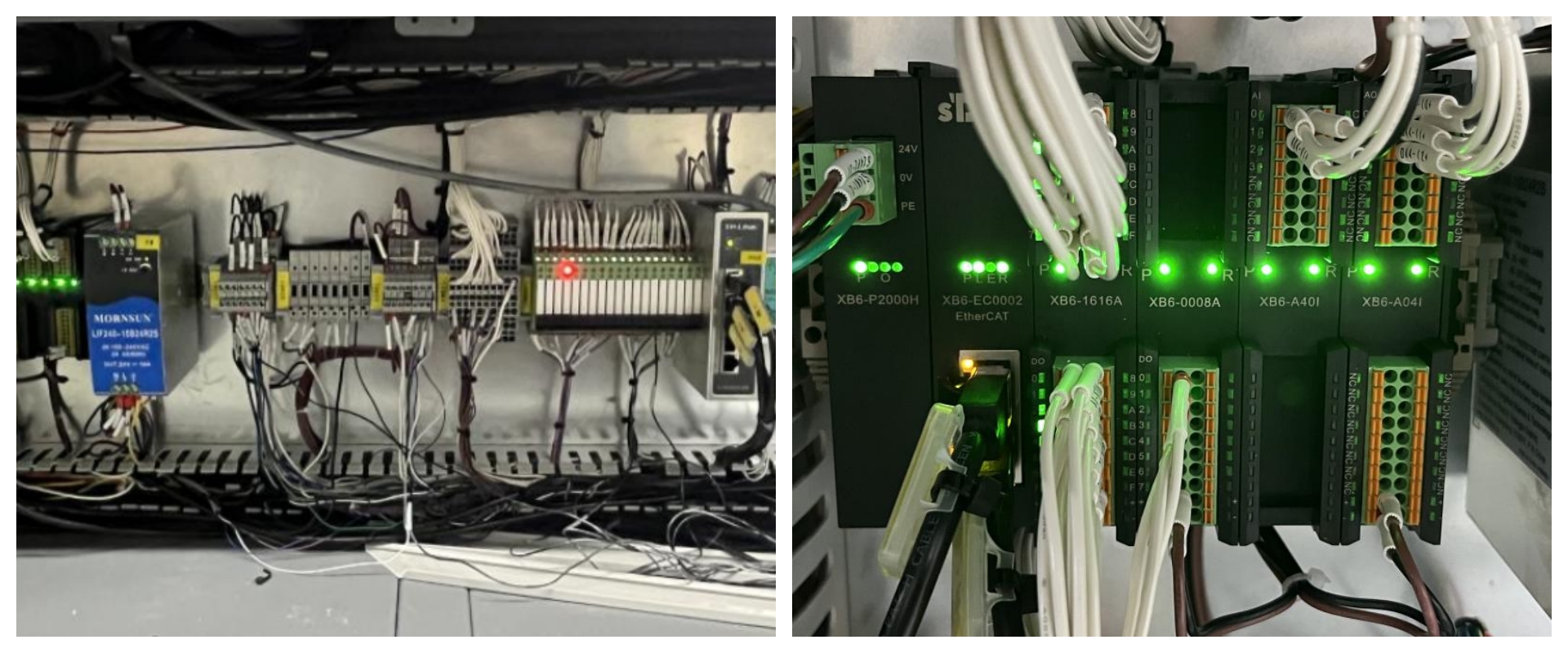
The sole and upper spray treatment agent and glue spraying workstations use OMRON CK3E motion control card, INOVANCE 630 servo, and Solid SOLIDOT XB6 series plug-in I/O modules for control and communication.
During the operation of the equipment, all sensor detection signals are collected by the XB6-1616A module, actuator signals such as cylinders are controlled by the XB6-0008A module, analog signals are collected by XB6-A40I , and the servo motor controls the conveyor belt to run and load.
The shoe and bag coating treatment agent and glue coating equipment uses a set of XB6-EC series modules.
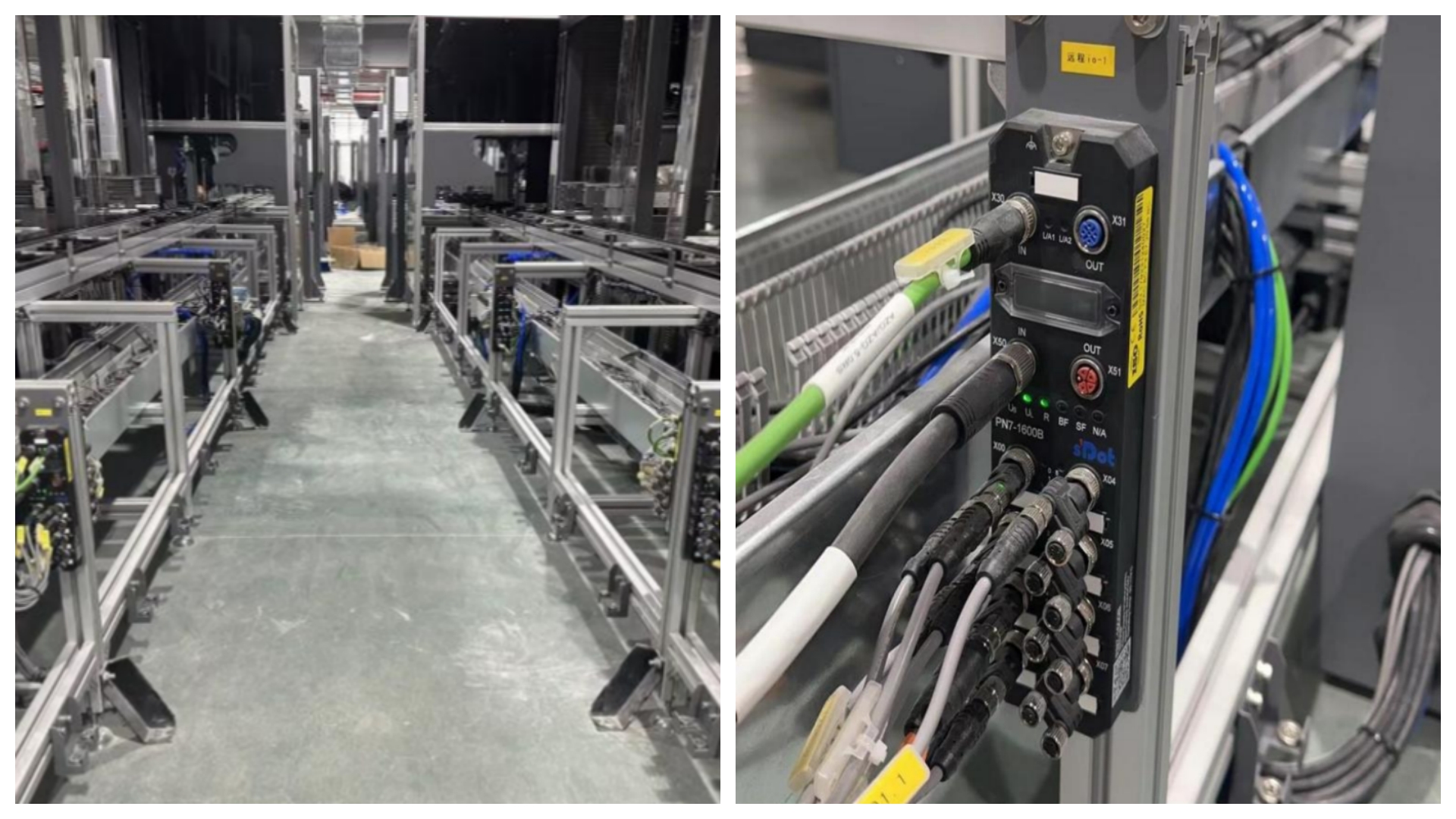
Configuration of SOLIDOT remote I/O in standard shoemaking production line
The production line consists of a large number of single workstations connected by conveyor belts and robots. There are a large number of cylinders, photoelectric switches, proximity switches and other signals. Its characteristics are a large number of signals, scattered installation locations, and high IP protection degree.
The production line is controlled by Siemens 1500 PLC and uses the SOLIDOT IP67 bus I/O series products -- PN7 series integrated I/O modules for processing and solution.
The B sensor detection signal is collected by the PN7-1600B module, and the actuator signals such as the cylinder are controlled by the PN7-0808B module.
The auxiliary electrical box uses PN4-1616B to realize data interaction between the production line and the workstation.
Recommended Products

PN4-1616B
PROFINET, Intergrated I/O, 16DI, 16DO, PNP, 0.5A

XB6-0008A
8 DO, NPN, 0.5A, European style terminal

XB6-A40I
I, 4 channels analog current input, 0~20mA / 4~20mA, ±0.1% accuracy

XB6-EC2002ST
EtherCAT coupler kit:inclue EtherCAT coupler(XB6-EC0002)、2A power supply(XB6-P2000H)、end cover( XB6-CVR00)

PN7-0808B
PROFINET, Integrated I/O, 8DI, 8DO, PNP, 0.5A (plastic housing)

PN7-1600B
PROFINET, Integrated I/O, 16DI, PNP (plastic housing)