The product introduction of Solidot's remote I/O CiA402 four-axis pulse output module EC4S-P04D
The Solidot remote I/O CiA402 four-axis pulse output module EC4S-P04D is specially designed for multi-axis motion control scenarios. It utilizes EtherCAT industrial bus technology and can connect to stepper/servo motor drivers, precisely driving stepper/servo motors through pulse output.
The module is configured with four sets of pulse output channels, with a maximum pulse frequency of 400 kHz, enabling synchronous control of four stepper or servo motor drivers. It is also equipped with 16 digital input channels, following a 1:4 channel ratio design—each group of pulse outputs corresponds to four types of functional input signals (positive limit, negative limit, home position, and brake).
The EC4S-P04D is well-suited for applications requiring multi-axis coordination and synchronous clocking, such as CNC machining centers, laser welding, printing, and 3C manufacturing.

Supports CiA402 four-axis, 4-channel pulse output.
Maximum frequency of 400 kHz, supporting positive/negative limits, home position, and brake.
Utilizes EtherCAT industrial Ethernet bus, compatible with major mainstream EtherCAT masters.
1. Application Example
The EC4S-P04D supports the CiA402 protocol and allows for "binding axes," where "axes" can be understood as motion controllers complying with the CiA402 protocol. The CiA402 protocol is used to standardize commands between the PLC and the axes. Devices connected to this protocol can be uniformly controlled by the PLC, enabling multi-axis coordination that improves the machining accuracy, quality, and efficiency of freeform surfaces.
For instance, in the machining process of automotive engine cylinder blocks, high-precision processes such as hole machining and cavity machining are usually involved. Using the EC4S-P04D , compared to traditional solutions with CiA402 protocol drivers, can significantly reduce costs. The module’s built-in synchronous clock function, combined with the PLC, allows for precise control of the X, Y, Z axes and the tool's rotation, enabling all axes to operate synchronously along predefined motion trajectories. This ensures accurate relative movement between the tool and the workpiece, effectively enhancing machining precision and surface quality.
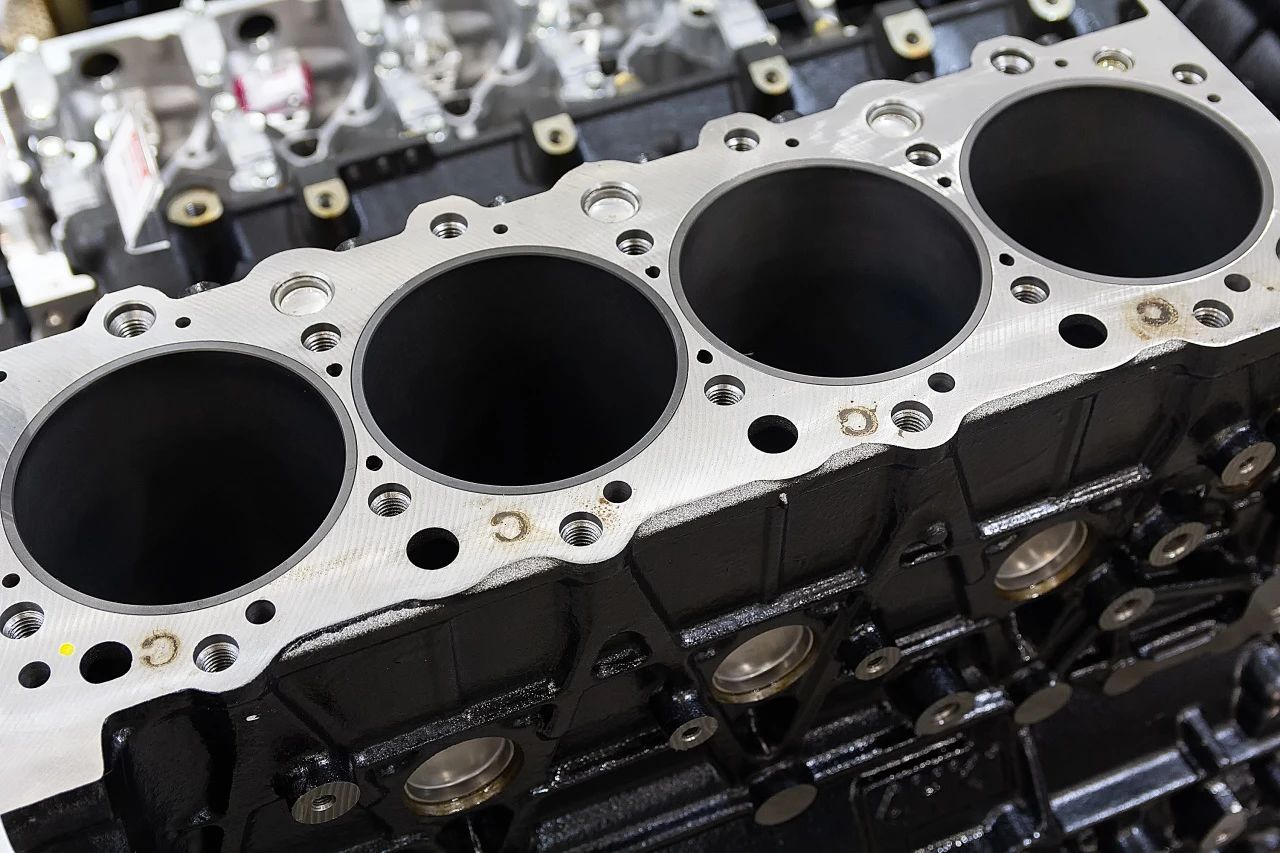
Automotive engine cylinder block machining
2. Module Wiring Diagram
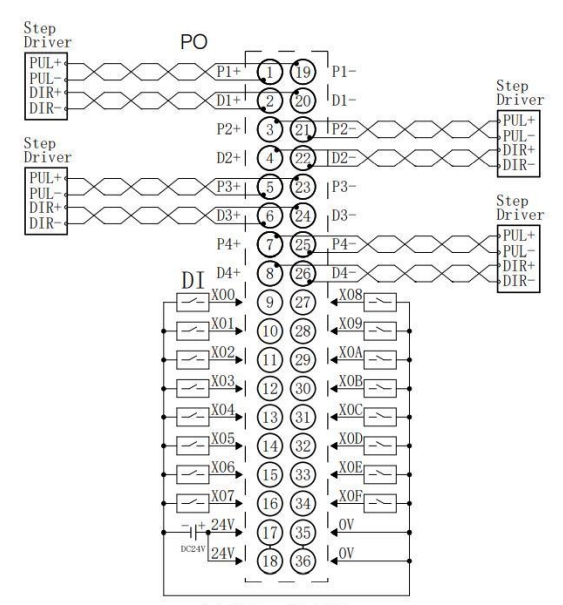
EC4S-P04D Wiring Diagram
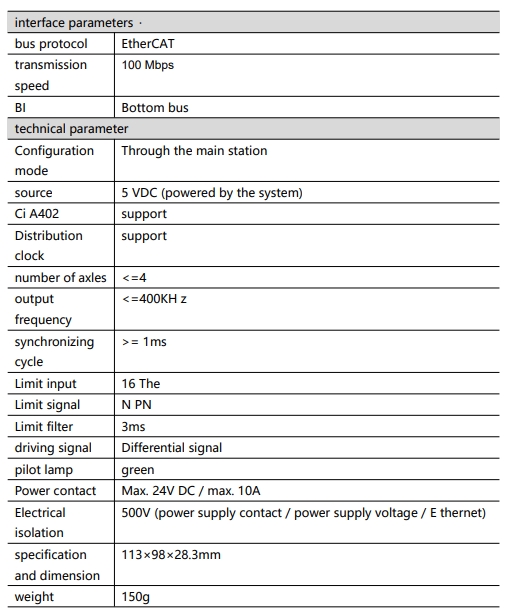
3. Parameter Overview